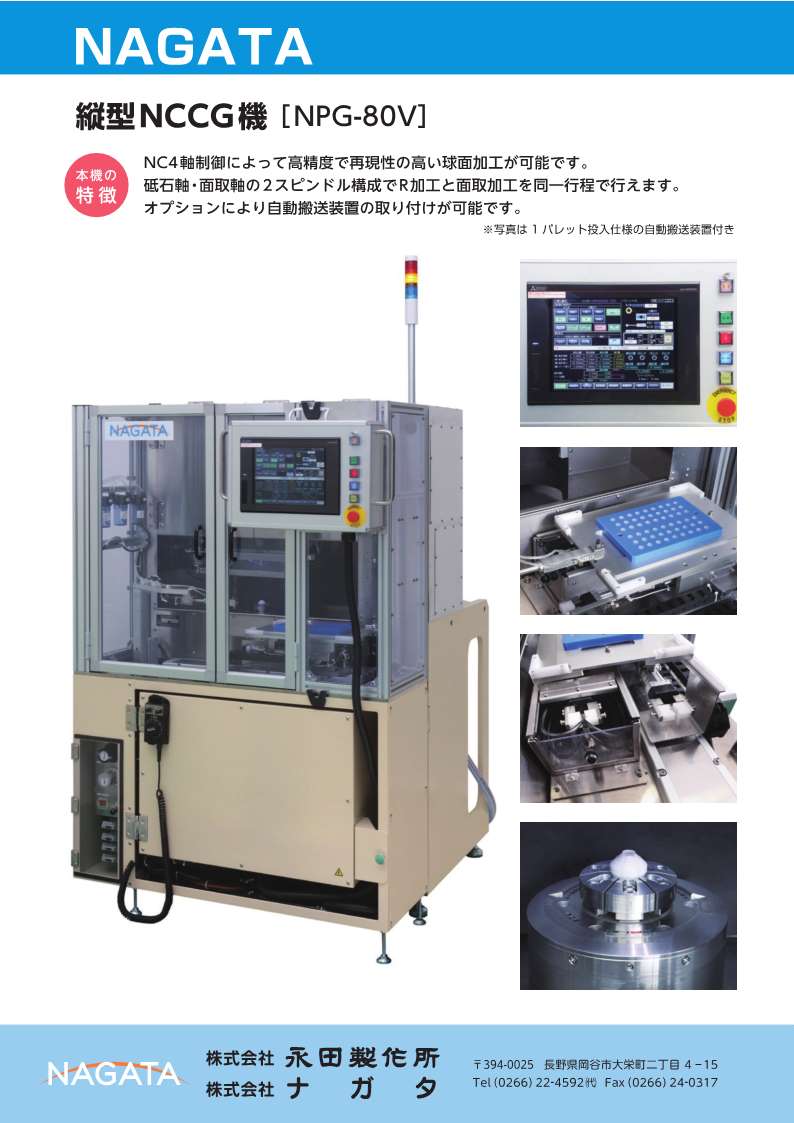
NC制御のため、目標ワーク・加工砥石の情報入力により自動で加工条件を設定できます。
また、自動補正機能(ヘソ補正、Δh補正)があり、テストカットしたワークの測定値を入力するだけで加工条件を修正可能です。
砥石摩耗時の補正として加工回数により砥石の送り機能を搭載しています。
オプションの自動搬送機を使用することによりワークの自動供給を行い、ワークの連続加工が可能です。
オプションで面取り軸を装着可能です。

NC制御のため、目標ワーク・加工砥石の情報入力により自動で加工条件を設定できます。
また、自動補正機能(ヘソ補正、Δh補正)があり、テストカットしたワークの測定値を入力するだけで加工条件を修正可能です。
砥石摩耗時の補正として加工回数により砥石の送り機能を搭載しています。
オプションの自動搬送機を使用することによりワークの自動供給を行い、ワークの連続加工が可能です。
オプションで面取り軸を装着可能です。
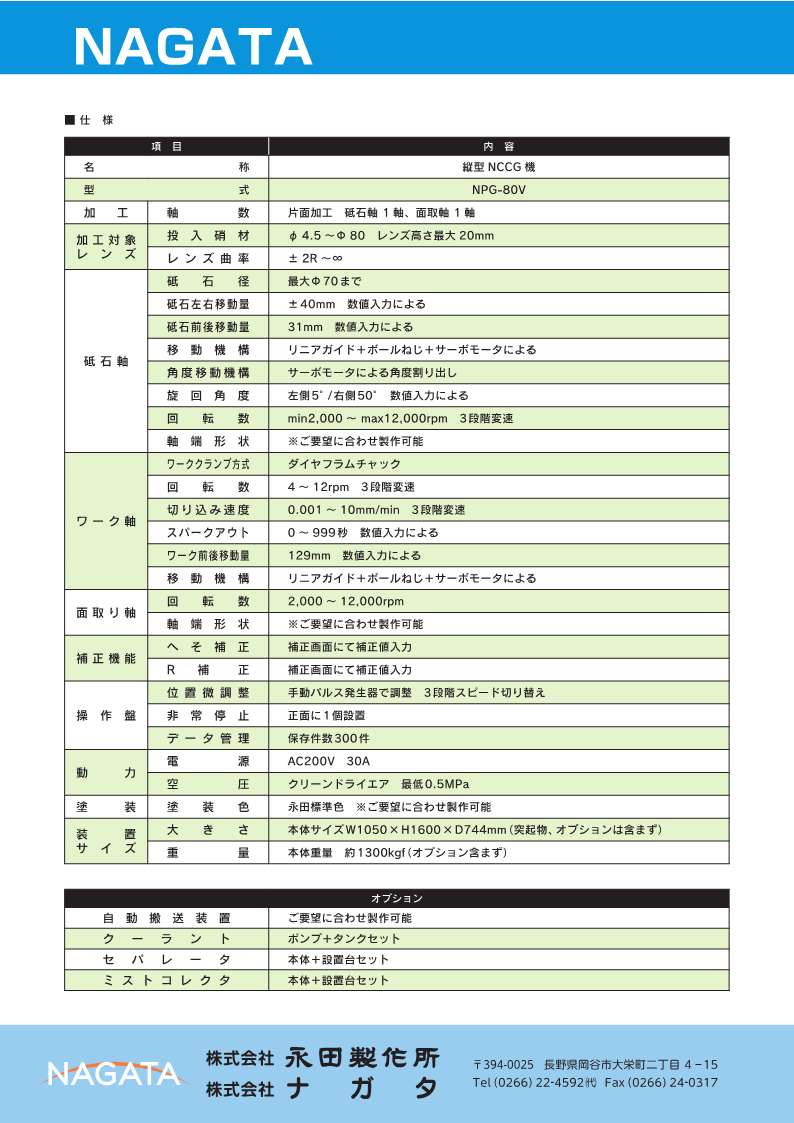
| 加工対象 レンズ |
投入硝材 | φ20~80mm レンズ高さ最大20mm |
| レンズ曲率 | ±R10mm~∞ | |
| 砥石軸 | 砥石径 | 最大φ70mmまで |
| 砥石左右移動量 | ±40mm 数値入力による | |
| 砥石上下移動量 | θセンターから-11mm、チャック側へ+20mm 数値入力 (レンズ方向への移動) |
|
| 移動機構 | リニアガイド+ボールネジ+サーボモーター | |
| 角度移動機構 | ローラードライブ+サーボモーターによる角度割り出し | |
| 旋回角度 | 作業差側から見て最大 左側5°/右側50° | |
| 回転数 | 500~8,000rpm(3段階変速設定可) | |
| モーター | 1基 | |
| スピンドル本数 | 1本 | |
| 軸端形状 | 油圧チャック 砥石取り付け部φ30 (三木プーリー ETP-E-25RH) |
|
| ワーク軸 | チャック形状 | ダイヤフラムチャック |
| ワーククランプ方式 | 樹脂爪 | |
| 回転数 | 20~1,200rpm(3段階変速設定可) | |
| モーター | 1基 | |
| 切り込み速度 | 0.001~10mm/min 数値入力(3段階変速設定可) | |
| スパークアウト | 0~999秒 数値入力 | |
| ワーク前後移動量 | θセンターから上方向-15mm、下方向-144mm 数値入力 (ダイヤフラム端面まで(爪含まず)) |
|
| 移動機構 | リニアガイド+ボールネジ+サーボモーターによる | |
| 補正機能 | へそ補正/R補正 | 補正画面にて補正値入力 手動にてワークを実測、誤差を入力 |
| 研削液 | 供給位置 | 1系統+中心給水 |
| タンク | 角型タンク | |
| 安全装置 | 正面扉 | 加工終了後、一定時間経過後解錠(電磁ロックによる施錠) |
| 非常停止 | 操作BOXに1個 | |
| 操作盤 | タッチパネル | 10.4インチ |
| 画面 | 自動・手動・設定画面等切り替え表示 | |
| 位置微調整 | 手動パルス発生器で調整 | |
| データ管理 | 保存件数20件 | |
| ランニング機能 | 電源投入初回原点復帰時、全ストローク稼働 | |
| 動力 | 電源 | AC200V |
| 空圧 | クリーンドライエアー 0.5MPa | |
| 機械寸法 | 約W1,050×H1,600×D1,100mm(突起物・搬送機含まず) | |
| 重量 | 約1,300kg |
クリックするとPDFファイルが開きます。